作者:足球推荐最好的一个平台 发布时间:2020-04-10 18:36:40 浏览次数 :175
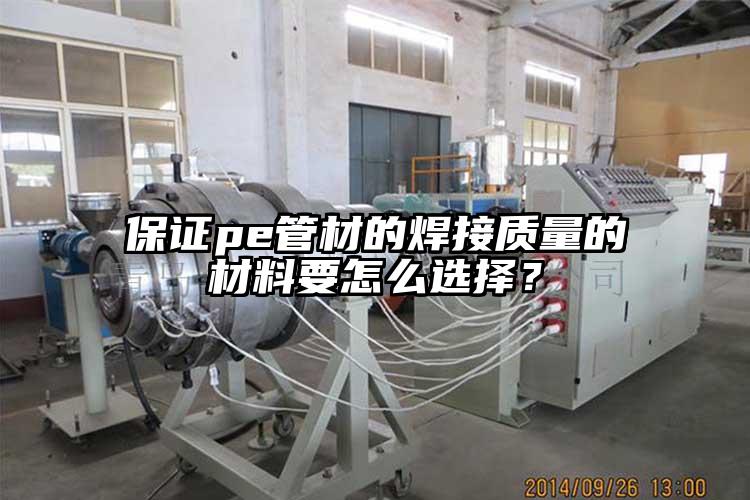
单螺杆挤出机是一种已经发展了几十年的机器。PE管材生产线选用专用HDPE、PE管材的高效挤出机,螺杆采用带屏障和混炼头结构,机筒采用新型开槽机筒,塑化和混炼效果好,挤出量大而且非常稳定。PE管材生产线为HDPE、PE大口径厚壁管材设计的螺旋式模头,该模头具有熔体温度低,混合性能好,模腔压力低,生产稳定的特点。 对于国内许多企业来说,单螺杆挤出机的设计是基于传统的设计理论。PE管材生产线为HDPE、PE大口径厚壁管材设计的螺旋式模头,该模头具有熔体温度低,混合性能好,模腔压力低,生产稳定的特点。 因此,这种单螺杆挤出机存在以下缺陷: 因此,传统的单螺杆挤出机只能满足PE63以下材料的加工。 由于挤压量的限制,如果生产400PN0,很难生产出高口径、高压等级的PE管。 采用传统型号的PE管,必须选用200MM以上单螺杆主机的螺杆直径,增加了设备的加工难度,更重要的是输出/功率比明显过低,能耗过大.. 为了提高主螺杆的塑化效率,组合式塑机首先提倡一种双阶螺杆.. 双级螺钉的基本原理是结合两个单独螺钉的优点.. 在这种两级螺杆结构中,材料的塑化不完全取决于压缩比的大小、剪切的大小,而主要体现在材料的混合和热的交换上。 因此,特殊斜槽送料衬套与双级螺杆的结合体现了一种新的单螺杆模型概念,该模型的优点是:(1)有效合理地控制材料的剪切,完成其塑化;(2)突破传统的生产能力概念,可以实现小螺杆高生产能力的目标,提高挤出机的加工适应性,真正达到一机多用,一杆多用的效果。 对于双级螺杆系统,螺杆筒的材质应与传统的氮化钢相结合,提高螺杆的韧性和抗弯强度,提高螺杆的滑动效率.. 材料和工艺处理方法有两种:一种是双金属材料,另一种是合金主体烧结的特殊合金材料。因此,为了达到最佳的熔体质量和产品质量,不断提高生产效率,优质单螺杆挤出机必须满足以下要求: 高扭矩,以确保高挤出体积(2)合理的螺杆直径,极高的挤出体积(3)理想的混合效果,稳定的高挤出体积(4)严格控制剪切作用,以获得理想的材料温度,防止材料性能因降解和交联而改变(5)更大的加工适应性(6)在较小的模型中实现更高的挤出体积,只有使用斜槽衬套的挤出机才能实现.. 挤出机配有特殊结构的进料衬套,内孔表面有多个带坡度的凹槽.. 槽的数量和深度也会影响挤出机的产量.. 槽壳内设有螺旋环形槽的冷却系统,实现进料区的温度控制,并将其与相邻的高温缸区隔离..