作者:足球推荐最好的一个平台 发布时间:2020-03-28 18:52:42 浏览次数 :164
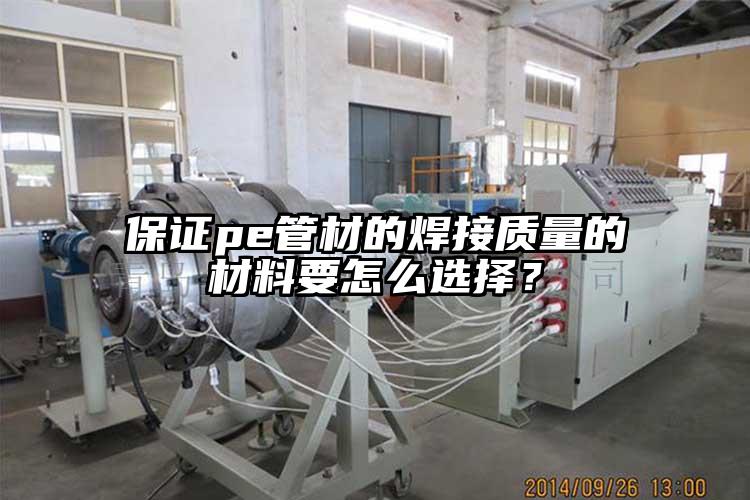
PE管生产线,包括:一进料系统,单螺杆挤出机,PE管专用模具,上浆,冷却,牵引机靠近发卡机控制系统。PE管材生产线选用专用HDPE、PE管材的高效挤出机,螺杆采用带屏障和混炼头结构,机筒采用新型开槽机筒,塑化和混炼效果好,挤出量大而且非常稳定。PE管材生产线为HDPE、PE大口径厚壁管材设计的螺旋式模头,该模头具有熔体温度低,混合性能好,模腔压力低,生产稳定的特点。挤出机(主机)。PE管材生产线为HDPE、PE大口径厚壁管材设计的螺旋式模头,该模头具有熔体温度低,混合性能好,模腔压力低,生产稳定的特点。该挤出机是使用单螺杆挤出机中的芯管生产线中,主机处理管的重要部件之一。在单螺杆挤出机,如何实现高速挤出加工温度低的设计是一个关键的技术管。在螺杆设计,结构和阻挡结构BM相结合,并增加了一个特殊的混合部,不仅能够确保壳体的在相应螺杆的整个区域中的增塑效果,并且材料,降低熔体压力,压力分布,以及严格控制的剪切,以获得所需的材料的温度。在该筒的设计,采用的带槽衬套,其具有一个馈电结构专门设计的衬垫,其具有多个具有斜率槽的孔表面,高速进给PE,以确保在一个特殊的进料区的冷却手段的设计实现所述筒的温度控制和邻近所述高温区中的进料区域隔离筒。每个部分都有一个筒加热区可以是温度控制的,强制空气冷却,挤出机具有良好的线性产量的关系(调整到促进与卷取速度同步),以实现高速挤出,高扭矩齿轮盒,低噪声齿轮箱,马达功率相应的配套。我公司生产的实验后,将上述设计之后,挤出的挤出机效率得到了极大的提高。挤出模具。挤出模头的作用,以赋予可接受的产品分布。冷却定型手段。精整模的效果从机头挤出,以确保高温型坯获得的固定的几何形状和玻璃化过程的尺寸,并且内部应力和热应力在该型坯的变形过程基本上被消除,以获得符合产品质量标准,它是主要的处理装置的塑料挤压成型的方法。牵引设备,包括:连续的牵引装置是一个挤压的塑料必要管的辅助装置,其作用是通过头部具有PE的初步形状提供牵引力和某些提拉速度给出了,对冷却和筛分的塑料时产生的摩擦力从冷却和成形装置的均匀速率管道绘制。并且厚度是通过调节PE管牵引速度调整,以便获得一个标准管。实践证明,牵引力不是在塑料管制造具有抗拉强度显著比低牵引力降低,并且当与所述牵引装置联接可以提高生产的成品率。牵引设备需要。保持器可适于在一定范围内通过无级调速村支持各种处理所需要的直径的管的,在牵引的过程中,拉伸速度必须稳定。因为任何更改都将形成产品的表面不规则的波纹,影响产品质量,拉动夹紧力要适中,殴打和振动过程中规范,不打滑的牵引力,以避免管道的永久变形。